Gas fired furnace homemade for casting Aluminium
Session 1 17th October 2009
How I built my gas fired furnace with the capability for melting aluminium. Historically reproduced from my mikes-models.com website.[September 2016].
My gas fired furnace was homemade for casting Aluminium. Some of the castings produced by the furnace have been used for the ride in van project. . I have learnt a lot over the last 7 years, not least it seems like only yesterday I was building it!








Unfortunately I have been laid up for most of the week and only managed to get into the workshop properly today. Since I didn’t trust myself to undertake any machining to close tolerances (the Seal engines) I decided to put into practice some of the research I had been forced to undertake whilst in bed; namely making my long awaited furnace.
Using ‘youtube ‘ I had seen one man’s furnace which he covered in 10 short video’s. My main reluctance to starting my furnace over the last 18 months or so was source suitable material to make the furnace from. However watching ‘myfordboy‘ and his videos showed me a way to make the furnace and the materials to use. Searching eBay soon produced everything I needed!
My construction started with deciding what size I wanted to use. I have a small crucible already which I use when making fishing leads, and comparing this size with those advertised (and also shown in the video’s), I settled on a 1ft diameter set up.
After checking the capacity for my rollers (1ft width) and the size of the container I would use for the centre, the basic design was penned.
My next task was to work out the length of metal to cut and this was simply pi r2. So the main body was cut from some sheet metal I had, as well as a strip to form the lid.
The metal was rolled into the shape required before joggling one edge of each, then punching a set of holes to spot weld the seam. I chose this approach to see how well this worked, since I have some body repairs to make on my 1969 Mk 2 Jaguar 340. I have not used spot welding before and after my first attempt, its a good job! Since after I released the clamps, the joint sprang open! I decided after that to stitch weld instead. Why it went so wrong was worth investigating!!!

When using my welder the last time I was welding some hefty metal so in the end it was a simple case of resetting to thin sheet. Hence the reason for the poor spot welding, well that, and my poor eyesight! After adjusting the welder correctly, and wearing my glasses, all was spot welded, and this time it worked very well.
The joggler also worked very well and was simple enough to use. A simple turn of the head changed its function and punched the holes cleanly in the sheet. The Joggler is well worth the money, and the experience locked away for the future.
The next stage was to make a couple of formers to hold the shape of the furnace when adding the insulating material. Since I do not posses a compass to make a 12″ diameter circle(!!) I used a screw, pencil and piece of string to mark out two circles on some plywood I had. That was as far as I got so it will have to wait for the next session to carry on.
Session 2 18th October 2009
Today I managed to empty the container I wanted to use as a former for moulding the centre of the insulation mixture of the furnace. Finding a very close tolerance fixture, to place underneath the paint container……turned out to be a box close to hand. How many times does that happen! I couldn’t have wished for a better size.
A little playing around was required to get the right position for the hole in the side of the steel outer casing for the burner. Once completed a bracket was needed on the outside so the burner could be secured.

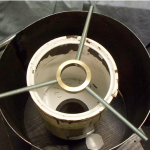
Some studding was placed at the bottom of the embryonic furnace both to centre the tin, and also to add reinforcing to both base and lid. When this has been fitted (and I receive the fire cement!) I will be able to make up the mixture to line the furnace and make the lid.
Tomorrow I will need to order some steel to make a base for the furnace. It needs to be on castors with a mechanism for the lid to swivel clear. I need this so any bending is reduced to zero and make handling the furnace easier for me. I will also order some larger angle iron to be used to make up ingots of aluminum and any metal left over from a pour.
Session 3 20th October 2009
Not feeling on top of the world but eventually got out to the workshop hoping to at least smell the oil! I managed to secure the bracing and centre base to the main foundry body and also add additional studding near the top of the tin that will form the furnace centre. That only left the top to have the same treatment given to it.

After a cuppa and a hob nob I pondered the burner situation. It didn’t take too long before I found a scrap piece of metal in the box that would be just the job. It will need to be bored out and drilled for a set screw but that shouldn’t take too long then it can be secured to the furnace bracket.
I also measured the distance I thought would be ok and searched eBay for an extension tube for my Sievert gas system. In the end I bought one from Chronos, one of my ‘usual’ suppliers, so with the arrival today of the steel and fire cement, the buying can at last stop! (comment August 2016: Oh so stupid!)

Session 4 22nd October 2009 – casting the lid
The last work done on the home made furnace was on Friday the 22nd October and it left me in a bit of a quandary. I thought it would be a good idea to cast the lid first to gain some experience of the process. On reflection it was a good job I did. On myfordboys video site he says he used a ratio of 1 to 4 for the fire cement and Perlite.
When I opened up the fire cement I found it was already mixed and of a very thick consistency. After mixing up the first bucket full the fire cement had gone down quite a way (its a 6kg size) and by the time I made enough for the lid it was obvious that I was not going to have enough fire cement.
I mixed the cement and Perlite(vermiculite) in a bucket using a trowel and it was very hard work for me. I was not that confident that the mix would be good enough but finished the lid using a little more water each time. So I stopped any more work and searched the Internet and phoned local building suppliers to see if the fire cement came in powder form (in case I had bought the wrong type) but all said it came ready mixed only.
My reasoning for asking about the powder type is that it would be easier to mix.
So I thought the best way forward would be to email myfordboy and ask him whether his was a powder or no, how he had mixed his up and what amount of fire cement he had used.
Myfordboy (David) emailed me back very quickly and confirmed he had used the ready mixed form of fire cement and he used about 1 and 3/4 of the tubs seen in the video (12.5kg). He also said he mixed his by hand (that will be much easier!) and David dried it out slowly, initially by placing a light bulb in the furnace, thus avoiding cracks and said it would take about a week before it would be ready to use. Finally
David recommended increasing the hole in the base that allows metal to escape if a crucible breaks for his original 20mm to 1 1/2″ diameter. (David has given permission for this information to be added to my website, so many thanks again David.
Session 5 26th October 2009 – mobile base
Well I haven’t been well enough to get into the workshop over the weekend but I did get out this morning even if I can’t walk! I need to make the mobile base before I can load the furnace with its insulation. It will be difficult to move for me when filled.
Talking with Myfordboy (alias David) I thought I would make a former for the base to leave the dump hole in case a crucible breaks. If I leave the base flat so the can can sit on it I will form the slope to the centre later with pure fire cement and some channels laid in it. So a tin can was cut up and shaped to fit the brass centre piece in the base.
Session 6 29th October 2009 – furnace lining
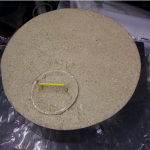
Today was a physically demanding day but I managed to get the lining of the furnace installed. Thats after I make the handle uprights and bar. David’s further advice on how he mixed the fire cement and Perlite worked like a dream and the low amount of water used now made sense.
Basically the method involved mixing perlite with fire cement on a ratio of 4 perlite to 1 fire cement. So, wearing a dust mask, I used the container (1kg) that held the fire cement as a measure and put the two constituent parts into a plastic bucket. Then it was mixed by hand, very much like a cake mix, and after the largest lumps of fire cement were broken down, I added 4 lots of water (using a small 100g or container 3″ tall x 2″ dia as a measure).
It is far easier to work when the water is added and once I did try a 2kg tube of fire cement but that was much harder work.
This mixture was then rammed into the space between the outer casing and the can used as a mould, after laying a base of mixture for the case to stand on. I used an old fruit tin to make the hole in the base in case a crucible breaks and will add a slope when I remove the can. And that was more than enough for the day. Hopefully tomorrow I will remove the can and just finish the sloping base before putting the light bulb into the centre to help slowly dry out the lining.




I suspect I will have to make a new lid since it wasn’t made the same as the lining but it is drying out now so I will use it first and see how it goes. I have more than enough material to cast a new lid so that won’t be a problem. All that is left to do now is sort out a hinge mechanism for the lid, some furnace tools, and make up the burner securing method. With luck next week will see a first melt.
Session 7 19th February 2010 – furnace lid cast and hinge made
Its been almost three months since I have been able to tackle the re casting of the lid. I used two pairs of disposable gloves (one on top of the other) when handling the mixture and had the bucket and lid at a comfortable working height. In the end I had just enough materials to cast the lid and also included a plug formed by an old Pot Noodle pot. Just need to have it set off now for a few days.

Suitably recharged I thought I should tackle the hinge for the lid. I decided to use a couple of scrap bits of steel from the scrap box. The outer tube is from a handle that was ‘saved’ from somewhere….. I thought I would mill a slot that would require the lid to be raised, before revolving the lid outward and then dropping into a holding slot slightly higher than the closed postion.
The inside bar then had a 6mm metric thread tapped into it so a grub screw could be inserted and act as the pin (see photo’s below). The outside tube will be welded to the steel casing of the furnace. The lid part of the tube will be cut later and the bar then welded to the top part.
The lid can then be lowered into the base part welded to the main casing and the grub screw then inserted allowing the hinge to operate. We shall see……
The remaining tasks are now as follows.
1 Weld the hinge to the lid and base.
2 Make the fitting to attach the burner to the furnace
3 Make a stand for the crucible to stand on inside the furnace.
4 Make up the sand boxes to hold the casting sand.
Then fire up the furnace and see what happens! It shouldn’t be too long and certainly within the next fortnight I would hope.
I pushed on with the furnace project this morning with the aim of designing and producing the method of securing the burner to the furnace body. I decided to make a clamp out of aluminum and bolt this to two pieces of steel angle iron which in turn would be welded to the furnace frame.
Session 8 20th February 2010 – Real flame for the first time – but not for long!
After measuring up I marked out the piece of aluminum and went over to the milling machine. The first task was to mill out the gap required to let the burners delivery tube. Then the main diameter hole was finished to size by using a milling cutter (after removing as much material as possible using the slot drill). After those two tasks were completed the overall size of the bracket was brought to finished size by milling.
There were 6 holes to drill, 4 for mounting the clamp to the angle iron and 2 tapped 6mm for grub screws which holds the burner head in position before going to the scrap box to find some angle iron to which the clamp is bolted.
One adjustment had to be made however to get the burner in the right place by means of milling a step on the furnace face side of the clamp. After that its was a quick clean up before starting on the two angle iron brackets. These were brought to shape by measuring against the now nearly finished aluminum bracket.
Once they were finished the holes were transferred from the aluminum to the angle iron by steel punches, the first time I used them and was impressed with the results. The set of punches were bought cheaply on eBay and I must say they really made easy work of marking the holes in the correct places.
Once the mounting holes were drilled and tapped into the angle iron the clamp was bolted to them and the bolts trimmed to length by means of the Proxxon and the Dremel cut off discs which performed well. Running out of puff I decided to position the assembly in place and when it all seemed secure thought “why not!” and decided to fire up the burner albeit briefly (I want to bring the temperature up in the furnace gently and for a prolonged period when the lid has cured a little) to see if the burner I am using would work.

After trying to get an old set of matches to work the burner lit and I am confident it will deliver the goods. This may be wishful thinking when its running for a long time but I am still hopeful.
All that remains now is to trim the grub screws that hold the head in place and get the welder out to weld the angle iron brackets in their final resting place and weld the lid hinge in place before making a steel stand to sit the crucible on but it has had a flame in it! Can’t wait for the first melt!

Session 9 25th February 2010
Well whilst I was not feeling the best I could I wanted to get out and test the furnace. I had a couple of jobs to do on it first before I could start the fun part.
I had done quite a bit a couple of days ago but simply had to give up, but it just left the touch up jobs before I got out the angle grinder and changed the disc to a thin metal cutting one. The first item I want to convert to ingots is the bell housing for my Mk2 Jaguars gearbox rebuild. So three pieces were cut off for the test.
With a little trepidation (in case the lining just fell apart!) I set the burner going and covered the top with some vermiculate bricks and panels I use when silver soldering. It would be useful to get an idea on length of time to melt various quantities so a note of the time started and when the melt was seen were recorded. No doubt with experience this will tail off but with my present level of experience all information helps.
After 15 minutes the pieces of aluminum had melted and the small crucible was only a third full so I cut off a further piece of the bell housing and added it to the crucible. When that piece had melted I added a small amount of salt and stirred that in. It was really exciting to see the change in the surface of the molten metal as it went very shiny. My understanding is this drives off the hydrogen (source myfordboy) and then added some soda crystals wrapped in aluminum foil) before stirring all in.
A quick visit indoors to see SWMBO and creep to get a spoon I could ‘borrow’ (permanently!) resulted in a quick modification before removing the amount of crud produced and then the crucible was removed before pouring the molten metal into the angle iron ingot moulds welded up some months ago.
Lessons learned after this impromptu first melt were :-
1. Better organisation and a walk through of the whole process
before even lighting the burner would have sorted out many
inefficiencies!
2. Cut up sufficient material to melt before starting. Better to have
to much than cut more whilst you are melting one load.
3. The amount in solid is always less than that seen when molten so
fill the crucible up above the top.
In general however the session was extremely successful since the furnace suffered no major damage and I had my first melt. Sorted!!!!
Now I need to focus on the whole purpose of building the furnace, that of making patterns for my own engines. I also have a few other ideas for items to be made in aluminum so we move on from the building to using stage.
If you decide to have a go at making your own furnace then I can highly recommend myfordboys series of videos on youtube where he covers the furnace build, pattern and core making and many other items.
Finally, safety is extremely important here, and you must be aware of the need for self protection. I used steel toed shoes, a leather apron, long sleeved welders gauntlets and full safety face mask and a steel sheet on the floor for protection. Also I had the garage doors fully open and stood out of the way when not attending to the furnace.
I would dread to think what damage you could do to yourself if dropping a crucible of molten aluminum!!
A full risk assessment is a priority in my opinion and then you can enjoy the creativity of producing your own castings. I have now taken the first step on the learning ladder and there is no doubt many frustrations ahead…….but it was ever thus!
-end-
September 2016 – Update.
I have had seven years of use and casting many items. The lining is holding up very well indeed and the design and construction of the furnace well proven. Some of the cast items I have produced are shown below. If your thinking of making a furnace my advice would be to give it a go. Bear in mind at all times, safety and you will have a very useful addition to your workshop.
The main addition to my furnace is a thermocouple passed through the wall and the temperature read constantly. This makes a big difference to the quality and consistency of castings.